工程能力は、製造やビジネスプロセスのパフォーマンスを測定するための指標であり、特にそのプロセスが顧客の要求や仕様にどれだけ適合しているかを評価するのに用いられます。工程能力を理解し、分析することで、製造工程やサービスプロセスの効率性、品質、信頼性を改善するための洞察が得られます。

Cp(工程能力指数)
この指数は、プロセスの変動が顧客の仕様限界内にどれだけ収まっているかを示します。Cpは、プロセスの変動(標準偏差)を仕様範囲(上限仕様 – 下限仕様)で正規化したものです。Cpが高いほど、プロセスは仕様限界に対してより大きな余裕を持っています。
Cpk(工程能力指数の片側版)
Cpkは、プロセスの平均が仕様限界からどれだけ離れているかを考慮に入れ、プロセスの能力をより現実的に評価します。Cpkは、プロセスの平均値が仕様範囲の中心に近いほど高くなります。CpkがCpよりも低い場合、プロセスの中心が仕様の中心からずれていることを意味します。
| cp(cpk)の基準 | 目安 |
|---|---|
| cp≧1.67 | 非常に優れた工程能力 |
| 1.67>cp≧1.33 | 非常に安定した工程能力 |
| 1.33>cp≧1.0 | まずまずの工程能力 |
| 1.0>cp≧0.67 | 改善が必要と判断 |
| 0.67>cp | 工程能力が不足しており、工程の改善が必要 |
PpとPpk
PpとPpkは、CpとCpkに似ていますが、プロセスの長期的な変動(全体的なプロセス変動)を基に計算されます。これらは、プロセスが時間とともにどのように変化するかを考慮に入れ、長期的なプロセス能力を評価します。
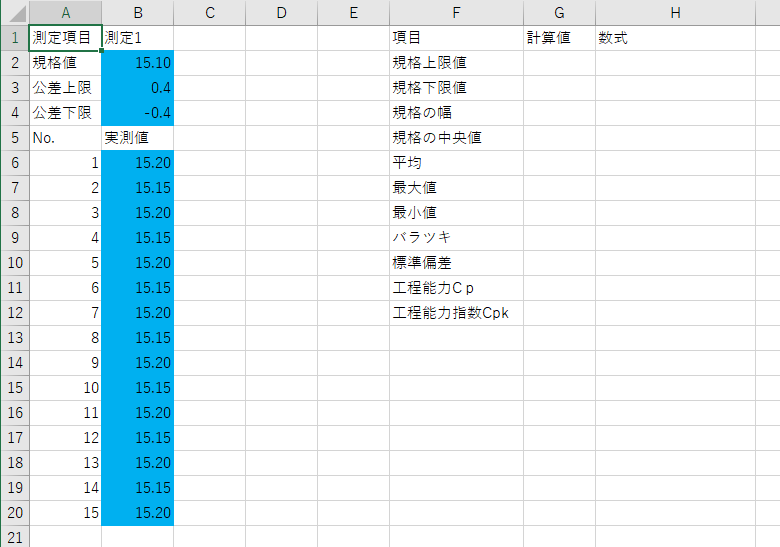
1.Excelへのデータの入力
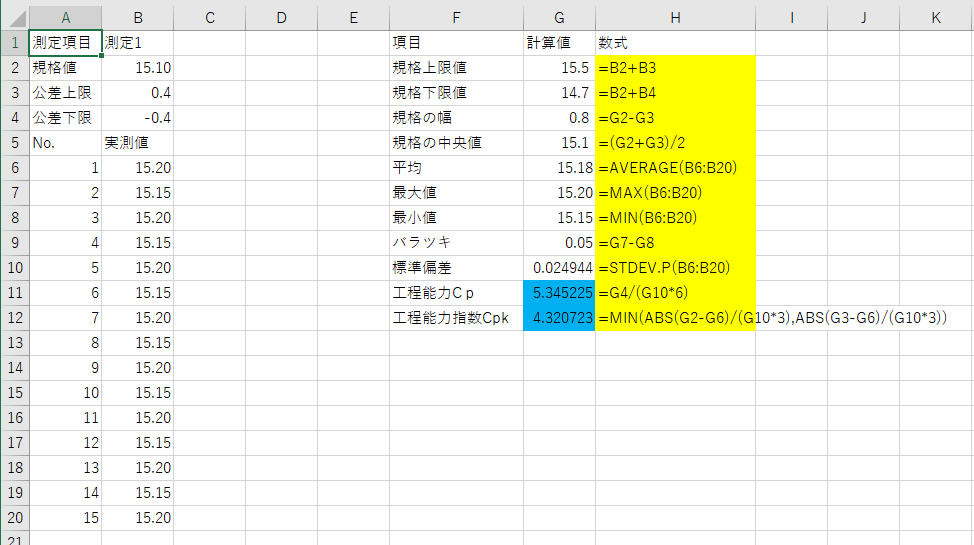
Excelのシートに、製品の規格値と公差上限、公差下限をB2~B4セルに入力します。次に製品を測定した数値データB6~B20に入力します。
2.製品の上限値、下限値、中央値などの計算
規格上限値、規格下限値、規格の幅、規格の中央値基準となるデータの値を入れていきます。
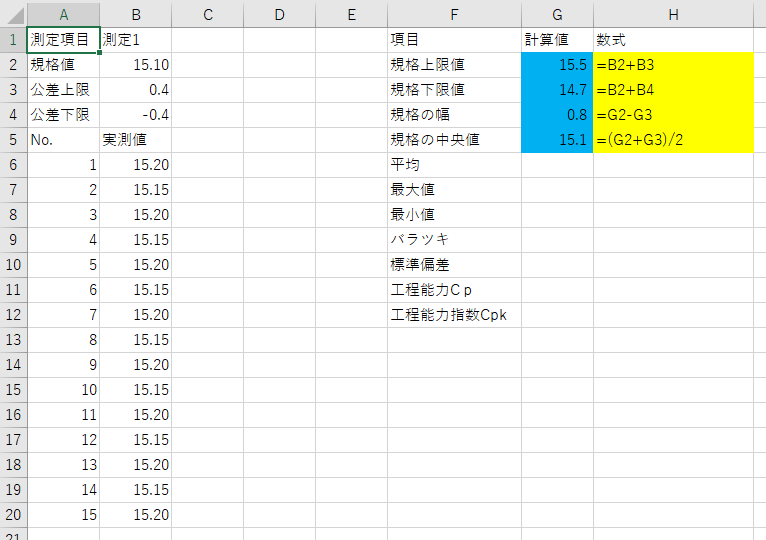
規格上限値は製品寸法と公差の上限規格を足したものをG2セルに=B2+B3と入力します。
同様に規格下限値は製品寸法と公差の下限規格を足したものをG3セルに=B2+B4と入力します。
規格の幅は規格上限値と規格上限下限の差をいれます。G4セルに=G2-G3と入力します。
規格の中央値は規格上限値と規格下限値の平均になります。G5セルに=(G2+G3)/2と入力します。
3.平均値と最大、最小値とばらつきの計算
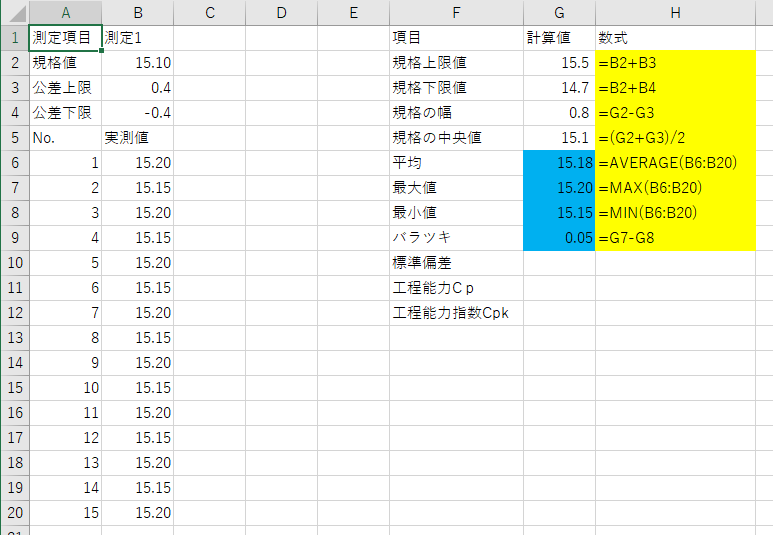
データセットの平均値を計算します。B6:B20がデータの範囲なら、G6セルに=AVERAGE(A2:A16)と入力します。
データセットのMAX値を計算します。B6:B20がデータの範囲なら、G7セルに=MAX(B6:B20)と入力します。
データセットのMIN値を計算します。B6:B20がデータの範囲なら、G8セルに=MIN(B6:B20)と入力します。
バラツキの計算はデータセットのMAX値からMIN値の差になります。G9セルに=G7-G8と入力します。
4.標準偏差の計算
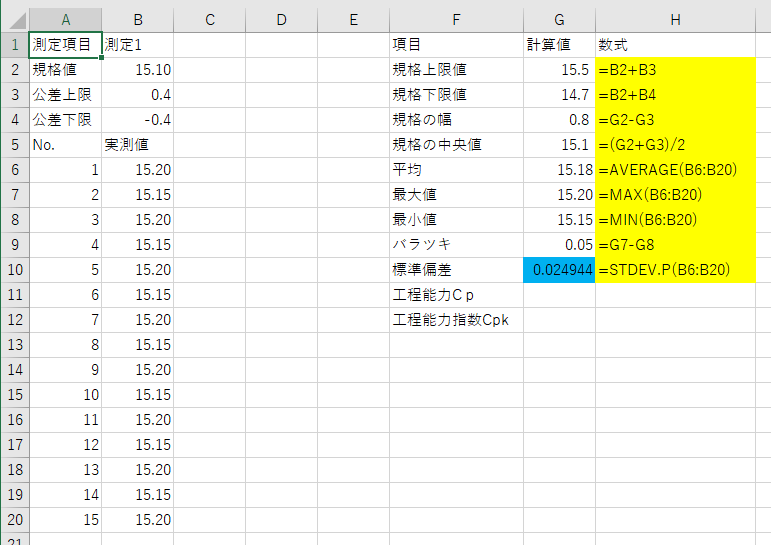
データセットの標準偏差を計算します。G10セルに=STDEV.P(B6:B20)と入力します。STDEV.P関数は、母集団標準偏差を計算するために使用します。
5.Cp、Cpkの計算
Cpは次の式で計算されます:
ここで、USLは規格上限値、LSLは規格下限値、σはデータセットの標準偏差です。Cpの計算をするためにG11セルは=G4/(G10*6)と入力します。
これで、G11セルに表示される値がCpの値になります。Cp値は、プロセスの変動が与えられた仕様限界内にどれだけ収まっているかを示します。Cp値が高いほど、プロセスは仕様限界内でより一貫した製品を生産する能力が高いことを意味します。
Cpk計算は
上限規格と下限規格の両方を計算しどちらか値の小さいほうをCpkにします。G12セルに=MIN(ABS(G2-G6)/(G10*3),ABS(G3-G6)/(G10*3))と入力します。
上限仕様限界に対するCpkは約4.32
下限仕様限界に対するCpkは約6.37
したがって、Cpkの値は約4.32となります(上限と下限の値のうち、小さい方がCpkとなります)。
Cpkの値は、プロセスの平均が仕様限界からどれだけ離れているか、またプロセスの変動がどの程度あるかを考慮した指標です。この場合、Cpkの値は4.32と非常に高く、プロセスが仕様限界内で一貫した製品を生産する能力が高いことを示しています。
■.ダウンロードサービスのご案内
本記事で使用しているサンプルExcelbookです
注意:本記事の内容に関して運用した結果の影響については責任を負いかねます。あらかじめご了承ください。